

In this episode, we are talking about milling of grains and the pluses and minuses to different ways to get grain into your distillery. The interview is Jody Thorpe of Dancing Pines in Loveland, Colorado and we talk about how Dancing Pines produces their spirits.
There are generally two ways to treat grain so that it is ready to be mashed, flaking the grain and milling the grain. Flaking is a process of steaming the whole grain and then rolling it into multiple flakes of the grain. This creates a product similar to Quaker Oats that is readily able to absorb water and hydrate and then begin the saccharification process also like Quaker Oats this preparation allows you to make you ‘oatmeal’ quicker and you get pretty good flavor from it. To extend the analogy milled grain is like steel cut oat. It takes longer to absorb the water (kind of) but you get a deeper flavor profile. The reason for the difference in the flavor profile is that by steaming the kernel some of that steam pulls flavor out of the whole grain while the mechanical milling process keeps the flavors together. Wet milling is a different topic that we aren’t going to address today since very few of you do it.
Once we’re talking about milling there are basically two options milling in-house and getting your grain delivered pre-milled. Typically, pre-milled grain is created by large milling houses, this could be the farmer that you’re buying your grain from who is milling his whole crop or buying from someone who is buying grain from multiple farmers and has an independent milling only operation, and they are going to be milling to a set standard that their clients want. What this typically means for the distiller is that they are stuck with whatever grist size is a standard option and not necessarily what they would prefer. Now once you are large enough it can become economically justifiable for the mills to create custom grinds for you. Milling in-house give greater control to the distiller where the particle size can be adjusted to exactly your requirements and change from day to day if you’d prefer.
Milling generally is done either by roller mills or hammer mills and the difference between them is how they break down the grain kernel. Roller mills have two parallel metal bars that rotate in opposite directions (there is another type of roller mill that rotates in the same direction that creates a shear force on the kernel rather than crushing) that crush the kernel between them. Once the kernel falls through the narrowest point between the rollers it has several different options depending on the type of roller mill. In 4 or 6 bar mills the largest piece of the kernel (the husk) will be bypassed around the lower rollers so that it doesn’t slow down the process due to the excessive crushing that it requires. The remaining grain will then be fed into more bars that are progressively closer and closer together until the grist drops out the bottom of the mill. Obviously, in 2 bar mills, the grain is simply crushed and then dropped out. The capacity of roller mills is determined by the length of the rollers so higher feed rates require much larger mills. In one of our largest milling rooms, two mills (9’ x 12’ & 9’ x 18’) were needed to meet the requirements for a 130 bbl brewhouse this same feed rate could be met by three hammer mills (3’ x 3’). Generally, roller mills are not capable of creating as fine of a grist as a hammer mill and certainly can’t do so as quickly. The benefits of rollers mills are the husk bypass since breaking down the husk too much can increase astringent flavors in your spirit and then the larger grist size is useful in creating well-flowing beds in lauter tuns. Another nice thing about roller mills is that they have a much longer life span than hammer mills. Some more downsides are that their upfront cost is greater and they require more maintenance both to keep the rollers properly adjusted and keep them properly functioning.
Hammer mills function pretty much exactly as they sound there is a hammer face that swings around on a wheel in the mill and the grain is crushed against the walls of the mill. Once the particles are small enough they will be extracted through a sizing screen this is typically done with a blower or a vacuum to help move the particles through the screen efficiently and prevent over milling and wasted energy (and a longer milling time). Hammer mills will create a fairly uniform grist profile due to the screen only allowing a minimum particle size to pass and the percentage of over milling determining how much smaller particles are created prior to passing through because of this the husk gets broken down along with the rest of the kernel and there is an increased chance of astringent flavors. The screen can be changed out to change the grist size from the mills and typically you’ll sieve your grist from a portion of a run to determine is the mill is set up correctly the first couple of time. The good news for hammer mills is that once you’ve determined the screen size the mill is basically set it and forget it. At least as long as you only want a single grist size distribution and even then, to change the distribution you just need to change out your screen. Hammer mills are much less expensive than roller mills but due to the forces that they undergo require replacement much more often.
The choice between them generally breaks down to; how much can I afford, how often can I replace it, how much time and money do I have for maintenance and what size grist size distribution do I want? While the first three are specific to your budget I can help a little on the last one and the answer depends on how you’re going to be processing your mash and how much time you have for your brewing process. The smaller your particle size the faster that you will be able to get it to convert so for the fastest cooking times you want the smallest particles. The down side is those small particles will also burn faster if they make it into your still so tiny particles and distilling on the grain is generally a bad idea particularly if you’re using a direct fired still. Further small particles will generally plug filters faster than larger particles this can be seen easiest in lauter tuns where despite the large screen size at the bottom the tiny particles will form a bridge across the screens and plug them off almost entirely to flow resulting in very slow bed drainage, if larger grist sizes are used the bridging effect won’t been seen and drainage rates will increase. Here is a great handy reference to grist distribution from an amazing book Whisky: Technology, Production, and Marketing, which never leaves my desk, Table 6.4 shows the following distribution:
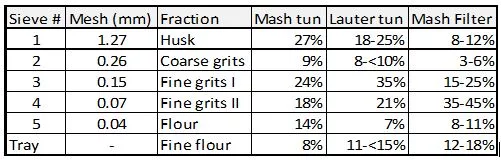
As you can see the grist size needs to be much larger on the mash and lauter tun while a mesh filter can handle much smaller particles. We need the larger particles on the mash tun because they work best with a whirlpool or racking where the smaller particles will stay entrained easier making them harder to remove. So, depending on how fast you want to mash and what your grain separation equipment looks like should determine your grist distribution.
One additional note on distillery grain, in general, is that there is a very large difference between the types of grain used in breweries. A lot of craft distilling equipment has been lifted from the brewery world and there can be a lot of head aches on the conversion between worlds. One of the biggest differences for what we’re talking about today is that corn, rye, and malted barley are very different grains and while Brewers deal mostly in malted barley it is typically not more than 20% of our recipes (obviously malt whiskeys are an exception). Wheat is fairly similar to the properties of barley for this discussion which then includes pretty much all beer styles. Corn is much more abrasive than barley and it has a larger particle size as well. Not all mills will do well with a corn feed and roller mills, in particular, have trouble switching between the different size particles and the rollers will need to be adjusted a bunch between rye (the smallest grain size) and corn. Make sure that you ask you manufacturer about the abilities of the mill you’re looking to purchase with the different grain that you are planning on using. Another example of this comes from a discussion I had a couple of weeks ago with a Meura mash filter representative when they size their mash filters it is in tons of malt equivalent where corn is 1.25 malt and rye is 0.75 times malt. This can mean that your filter for a pure corn whiskey would need to be twice as large as your filter for a pure rye whiskey. This obviously can cause problems for deciding what equipment to buy.
Putting all of these parts together requires a vision of what you want your distillery to make and it needs to be more detailed than just whiskey if you are going to have your single malt be your flagship product then design your distillery around your single malt and then accept that your production won’t be ideal for your other products (of course if you have infinite money you could have a set up for each product). For the single malt if you want to remove your grain prior to fermentation then you’ll have a choice of a whirlpool, mash filter or lauter tun (of course you can run the lauter tun with the whirlpool but work with me here) if you budget can’t afford the $100K for the mash filter and you want to go with a traditional style of malt whiskey you’d select the lauter tun. Once you know you’ll be milling mostly malt and you need a larger grist size to make the lauter tun work to the best of its ability then it becomes easy to select a roller mill assuming you have the budget for one or to use a larger screen on a hammer mill if that’s what you can afford.
We haven’t discussed the other benefit of grist size which is yield. Along with faster mashing, you can also get a higher yield from smaller particles since it is easier to access all of the sugar and convert it. While a good mash process with the correct time, temperature, and pH control will allow for full conversion as well you can be a bit sloppier with tiny particles and still get 98-99% efficiency on conversion and then if you can extract all of the sugar from the grain and all of the liquid from the grain bed your total yield can be very high. This leads to tiny grist and a mash filter allowing for almost laboratory levels of efficiency while lautering will remove most of the sugar from the grain and capture it in the weak worts there will still be a greater loss than the filter. As mentioned earlier too fine of milling will result in greater astringent characteristics from the husk so there is a balance here between yield and flavor.
Milling safety is a huge problem when milling in house. That is because the results of milling are by definition flammable dust. Particles under 0.5 mm are considered dust by the NFPA which is certainly everything on the table above below coarse grits and a good portion of the coarse grits as well. Except in very rare cases, this grist is flammable. It takes a very little concentration of this flammable dust to create an explosable environment as little as a 1/100” of dust across the floor of an 9’ room can explode once lofted into the air. So, housekeeping is very important and milling rooms should also be designed to prevent the accumulation of dust and proper vacuums should be used when cleaning the room since an incorrect vacuum can create all of the components necessary for an explosion even in a room that is kept properly clean. Further, the transport of the grist to the mill can be hazardous as well and if dry grist is dumped into the mash tun is should have explosion venting as well. An additional hazard for distilleries that is not seen in breweries that most people model their milling operations after is that when ethanol vapor and milling dust combine they create a hybrid mixture and it takes much less ethanol or dust to explode than either would on their own and must be mitigated at 10% of the LFL for ethanol. Allowing milling dust to be where ethanol vapor could potentially reach is a very bad idea and one of many reasons that milling should occur in its own room. If it is not practical to separate the mashing from the distilling process than the grist should only be brought into the room as a slurry to prevent dust and ethanol vapor from potential being in the same room if separation of the brew house and distilling is practical then a nitrogen blanket to inert the atmosphere around the dust becomes another possible solution (though one with its own hazards).
Download the Podcast: on Google Play or iTunes
Rate us on iTunes!
Mentioned in this Episode:
Dancing Pines Distillery: dancingpinesdistillery.com
Check out other episodes of the Distilling Craft Podcast here.